The 金型辞典① 金型の構造と歴史を知る
金型の基本的な構造を知ろう!
「金型(かながた)」は、文字どおり金属で作られている型です。さまざまな材料を特定の形状に成形し、大量生産する際に使用されます。金型を使って製品が作られていく様子は「たい焼き」を作る流れをイメージすると理解しやすいかもしれません。
工業製品の製造に使われる金型には材質ごとに様々な種類や製法が存在していますが、ここではプラスチック製品の製作で使われる「プラスチック金型(樹脂金型・インジェクション型・プラ型などとも呼ばれます)」を例に、金型の基本的な構造を紹介していきます。
金型は基本的に2つで1組となります。閉じ合わせた金型の中に射出成形機(成形機)から溶けた樹脂が注入され、樹脂が固まったら金型を開いて成形された製品を取り出します。この工程が繰り返されることで同じ製品の大量生産が実現するというわけです。
金型にはそれぞれ名称があり、製品の表側を形づくる金型を「キャビ(キャビティ)」、内側を形づくる金型を「コア」と呼びます。機械の仕様にもよりますが、多くのケースではキャビ側を固定(固定型)し、コア側を稼働(稼働型)させることで金型を左右水平に開き、成形した製品を取り出します。キャビ側は製品の表側を担うことが多く、キャビ側の精度が製品の見た目や触った時の質感にダイレクトに現れるため、非常に高い精度が求められます。また、キャビ側にはあまり多くの部品がつきませんが、コア側には成形後の製品を金型からはがす際に使われるピン(エジェクターピン)などの多くの部品が取り付けられます。
金型の構造を見てみよう!
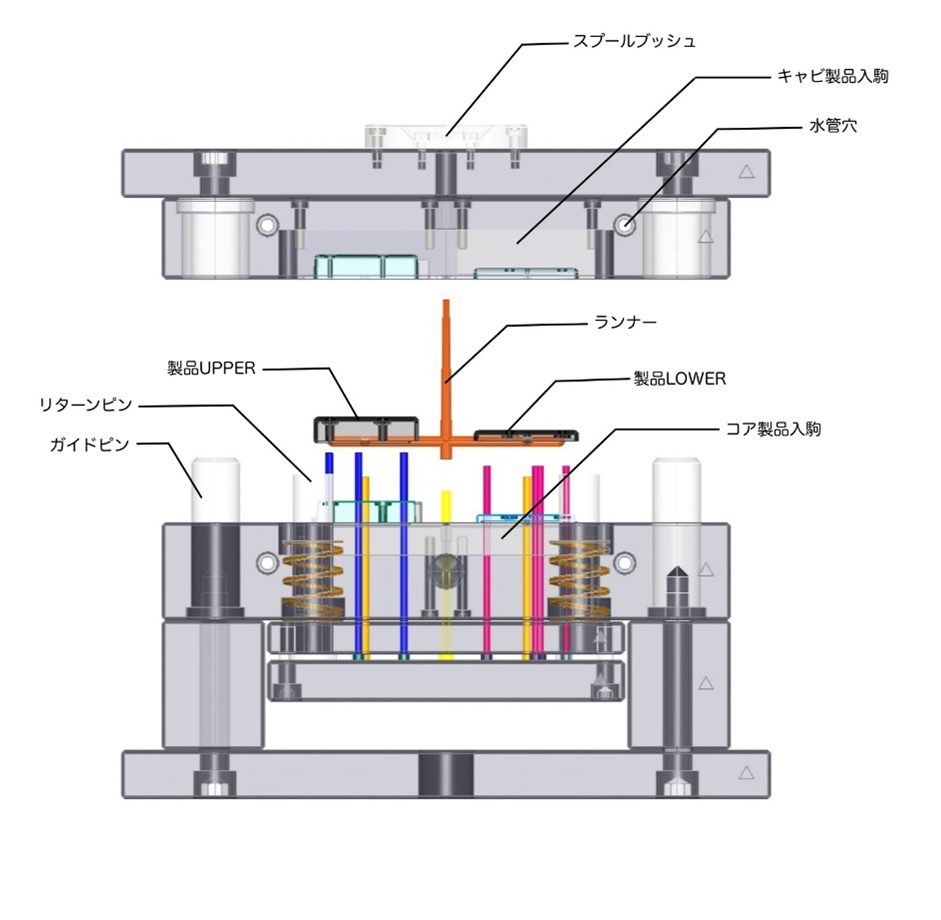
では、弊社オリジナル製品「USB-RS232C for NC」を例に、金型の具体的な構造を見ていきましょう。

金型を真横から見るとこのようになります。
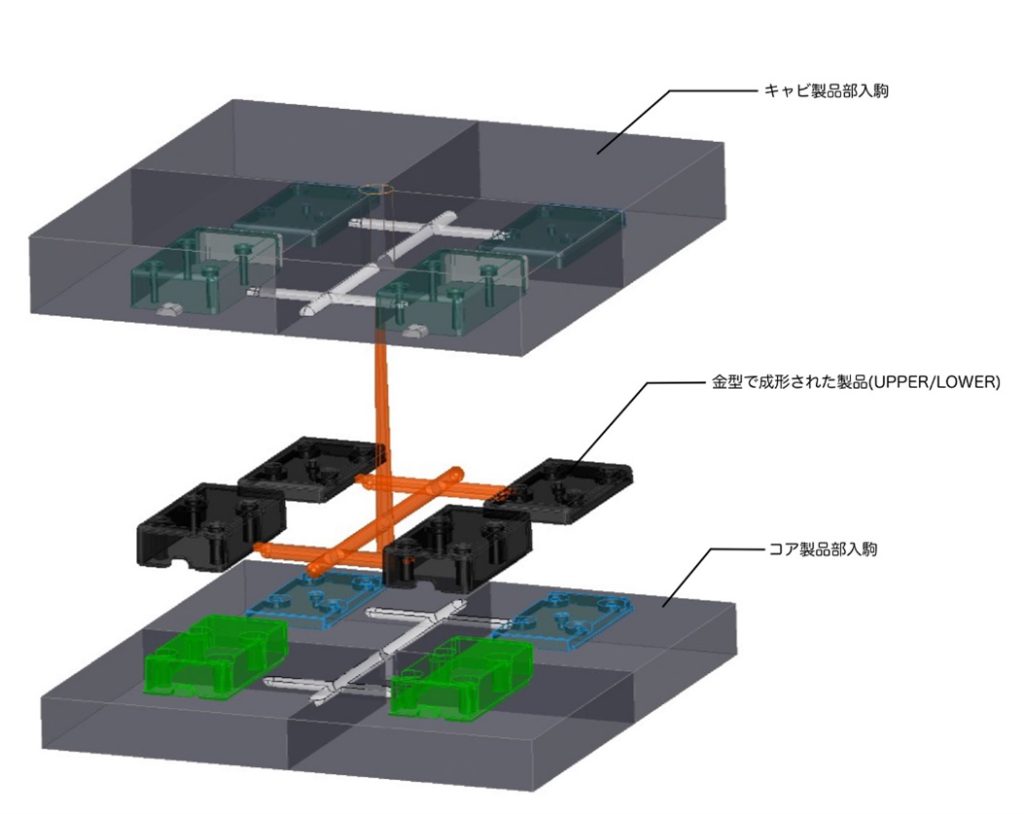
様々な部品が組み合わさって金型が構成されています。
1つの金型から、2セット分の「USB-RS232C for NC」のケースが成形できます。
実際の成形品です。
このように、金型を使うことで同一の製品を大量に生産することが可能です。

金型の歴史
金型の歴史は古代までさかのぼり、工業の発展ととともに進化してきました。
古代から中世にかけては陶器や金属製品などを作る際、木や粘土を使ったり、石を彫ったりして金型を作成していました。しかし、これらの方法は手作業に依存しており、大量生産や複雑な形状の製品を作るには難しかったようです。
その後、18世紀半ばから19世紀にかけて起こった産業革命によって金属加工の技術や工作機械の性能は大幅な進化を遂げ、同時に金型の製造技術も飛躍的に向上しました。鋳造やプレス加工に使用される金属製の金型はこの時代に登場しています。その後、プラスチックの発明と発展によって、20世紀に入るとプラスチック成形用の金型が登場しました。
金型の製造技術は、工作機械やコンピュータ制御技術の進歩とともに大きく発展しました。
工作機械にCNC(コンピュータ数値制御)技術が取り入れられたことで、複雑な形状の金型が高精度で製造されるようになりました。
さらに、近年では3Dプリンティング技術の進歩によって、金型の製造プロセスが革命的に変化しています。金型を作成するためのデジタルモデルを設計し、そのモデルをもとに3Dプリンタで金型を造形することが可能になりました。これにより、迅速なプロトタイプ製作やカスタマイズされた金型の製造が容易になりました。
金型は現代の産業においても重要な役割を果たしており、自動車産業、家電製品製造、プラスチック製品製造などさまざまな分野で使用されています。形状や素材、製造プロセスは進化し続けており、新たな技術の導入によって金型の効率性や精度が向上しています。
金型用語を解説!
パーティングライン(PL)
成形品を金型から取り出す時に金型を2つに分割しますが、この時に金型が分割されるラインのことを 「パーティングライン」 と呼びます。金型の分割面のことを 「パーティング面」 といいます。パーティングラインは英語表記すると「Parting Line」となることから、PL、またはPL面とも呼ばれます。
エジェクタピン(EP)
コア側に付いている成形品を金型から取り出す時に使用する押出棒です。「角EP」「ストリッパー」など製品の仕様によって様々な押出方法が存在します。略して「Eピン」とも呼ばれます。
ASSY(アッシー)
部品単体ではなく複数の部品が組み合わされた構成部品(ユニット)を指します。「Assembly(アッセンブリー)」の略語であり、読み方は前述のアッシー以外にアッセン、アッセンブリーなど多岐に渡ります。
スプール(スプルー)
射出成形機から注入された樹脂が金型に入ってから最初に流れる道です。スプールブッシュ(スプルーブッシュ)は射出成形機と金型とを繋ぐ部品です。
ランナー
金型の中や金型の合わせ面を樹脂が流れていく道。スプールからゲートまで続いています。
ゲート
ランナーと製品部分をつなぎ、製品部分に樹脂を流し入れる口です。ダイレクトゲートやサイドゲート、サブマリンゲート、ピンゲートなどがあります。
入れ子
複雑な形状や摩耗の激しい部分など、金型の一部分をあらかじめ別のパーツとして作成し、あとから金型にはめ込んで使用する部品です。入れ駒や駒(コマ)とも呼ばれます。
スライド
製品の立壁側に開いた穴など、通常の金型の開閉だけでは成形品を取り出すことができない形状(アンダーカット)への対策として設けられる機構です。イメージとしては、「金型の前後の開閉に合わせて横方向に動く入れ子」になります。
「The 金型辞典」第1回は金型の構造から歴史を中心に紹介いたしました。
今後も金型にまつわる様々な情報をお伝えしていきます。ぜひご期待ください。